



Режим работы:
Адрес:
Пн-Сб: с 8-00 до 19-00
Вс: выходной
Вс: выходной
г. Ставропль
пр. Кулакова 67/2
пр. Кулакова 67/2

Проектирование и монтаж монолитных лестниц и террас



ПРЕИМУЩЕСТВА ЛЕСТНИЦ ИЗ МОНОЛИТНОГО БЕТОНА
В ЧЕМ МЫ ПРЕУСПЕЛИ?

Приемлемая стоимость
Не требует дополнительных вложений в процессе эксплуатации
Прочность и долголетие
Пожароустойчивость
Отсутствие дополнительных опор, что позволяет использовать подлестничное пространство (техпомещение, бойлерная, санузел, сауна и др.)
Разнообразие при выборе отделки конструкции от керамической плитки, натурального или искусственного камня, полимерных покрытий, дерева до ламината и ковролина.
Функциональность. Возможность устройства подогрева и декоративного освещения
Эксплуатация. Использовать лестницу можно уже на следующие сутки после бетонирования. Что имеет большое значение в ходе строительных и отделочных работ
Большое разнообразие форм и конфигураций лестниц
Сроки изготовления. От 3 дней в зависимости от сложности конструкции
Без скрипа. Лестница во время эксплуатации не будет скрипеть и расшатываться

О качестве лестницы помнят даже когда цена уже давно забыта.










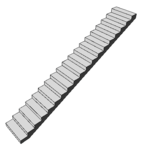
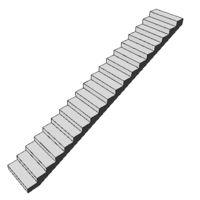
ПРЯМЫЕ ЛЕСТНИЦЫ
Четкие формы, прямые линии и строгий вид классических лестниц из бетона
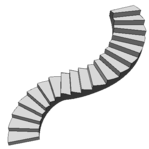
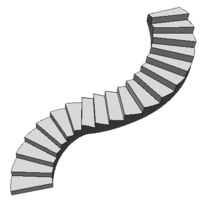
Идеальная геометрия, плавные линии и безупречная форма винтовых лестниц из бетона
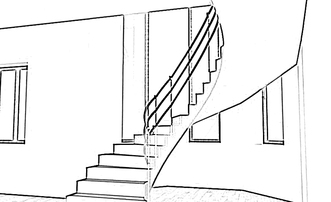
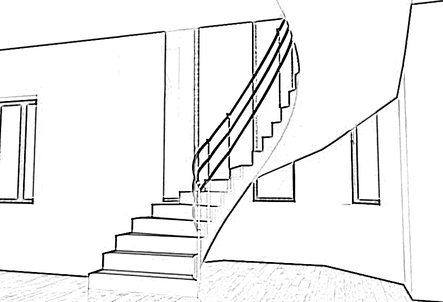
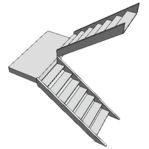
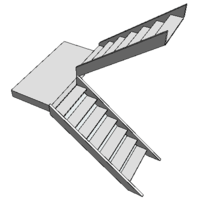
Безупречные линии и плавный поворот забежных лестниц из бетона
ВИНТОВЫЕ ЛЕСТНИЦЫ
ЗАБЕЖНЫЕ ЛЕСТНИЦЫ
ЗЕРКАЛЬНЫЕ ЛЕСТНИЦЫ
ПРАВИЛЬНЫЙ ПРОЕКТ
БЕТОННЫЕ ТЕРРАССЫ
Уникальная архитектурная форма - это лестница из бетона с зеркальным дном на косоуре.
При заказе у нас лестницы -проект с 3D визуализацией в подарок.
Террассы и входные группы из монолитного бетона
ЭТАПЫ РАБОТ
01
ВЫ Оставляете заявку, позвонив по одному из телефонов
Мы проводим бесплатную первичную консультацию
02
Мы выезжаем на объект, производим необходимые замеры, делаем эскизный 3D макет.
03
Вы выбираете один из предложенных вариантов будущей лестницы, подписываете договор. Оплачиваете стоимость материалов.
Мы готовимся к началу работ.
04
Мы заезжаем на объект. Завозим строительные материалы.
Вы оплачиваете 30% от стоимости работ.
05
Мы монтируем армирующий каркас, опалубку. Производим бетонирование.
Вы оплачиваете 60% от стоимости работ.
06
Мы производим демонтаж опалубки, зачищаем облой. Сдаем вам бетонную лестницу.
Вы подписываете акт сдачи-приема лестницы. Оплачиваете оставшиеся 10% от стоимости работ.
качественные бетонные лестницы по технологии «СТАВ-ЛЕСТНИЦА»
Компания Став-Лестница более 10 лет занимается изготовлением бетонных лестниц, как внутренних, так и наружних, включая террасы.
ВНЕШНИЙ ВИД
ПРАКТИЧНОСТЬ
УНИВЕРСАЛЬНОСТЬ
ПРОЧНОСТЬ
Монолитная бетонная лестница позволяет выполнить финишную отделку различными материалами: дерево, керамогранит, натуральный камень, ковролин и другими. Открываются практически неограниченные возможности для архитектурного дизайна.
Монолитная бетонная лестница активно используется и становится полезной уже через неделю, после съема опалубки. По ней удобно и безопасно не только заносить строительные и отделочные материалы, но и просто перемещаться с этажа на этаж рабочим, что немаловажно.
Изготавливаем бетонные лестницы для любых помещений и разного назначения: лестницы на второй этаж, лестницы в подвал, крыльцо. Наши бетонные лестницы отлично зарекомендовали себя в любых условиях, даже при агрессивной эксплуатации на улице.
При изготовлении монолитных бетонных лестниц применяется бесшовная технология заливки бетона. Это особенное отличие от деревянных или металлических лестниц, поскольку прочность бетонного каркаса несравнимо выше по всем показателям.


ДОЛГОВЕЧНОСТЬ
Деревянные лестницы прослужат 10-25 лет. Срок службы металлических - около 50. Заказывая лестницу в Ставрополе по технологии
«Став-Лестница» Вы можете быть уверены в том, что бетонная лестница сохранит свои эксплуатационные характеристики даже спустя 100 лет!
«Став-Лестница» Вы можете быть уверены в том, что бетонная лестница сохранит свои эксплуатационные характеристики даже спустя 100 лет!
БЕСШУМНОСТЬ
Деревянные лестницы со временем скрипят - это факт. И чем дальше, тем это будет проявляться больше и чаще. Лестницы из металла так же могут издавать гул при ходьбе по ним. Изготовление лестниц из бетона исключает этот момент. Бетонная лестница на второй этаж буквально поглощает все звуки и вибрации.
СЕЙСМОУСТОЙЧИВОСТЬ
«Став-Лестница» рассчитывает каждое монолитное изделие из бетона на все нагрузки, включая сейсмическую. А арматурный каркас, выполненный по уникальной технологии и монолитное тело позволяют нашим изделиям выдерживать все допустимые нагрузки и условия эксплуатации.
БЕЗОПАСНОСТЬ
ТОЧНОСТЬ
Для того, чтобы было удобно и безопасно передвигаться специалисты из «Став-Лестница» расчитывают не только правильные размеры лестницы - длину, ширину, высоту ступеней, но также и учитывают прокладку инженерных сетей. Подсветка лестницы в бетонном каркасе абсолютно огнестойка и пожаробезопасна.
Уникальная технология изготовления монолитных лестниц из бетона от«Став-Лестница», позволяет выполнять все проекты с абсолютной точностью и при этом использовать гораздо меньше материала в опалубке, что дает экономию средств заказчика на 30%.
ТИПЫ ЛЕСТНИЦ
ПОЛНОТЕЛАЯ ЛЕСТНИЦА
ОСНОВАНИЕ КОСОУР
ЛЕСТНИЦА НА КОСОУРЕ
ЗЕРКАЛЬНАЯ ЛЕСТНИЦА
ЛЕСТНИЦА НА ТЕТИВАХ
КОНСОЛЬНАЯ ЛЕСТНИЦА
ВХОДНАЯ ЛЕСТНИЦА, ТЕРАССА
КОНФИГУРАЦИЯ ЛЕСТНИЦ
ПРЯМАЯ ОДНОМАРШЕВАЯ
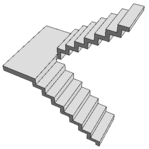
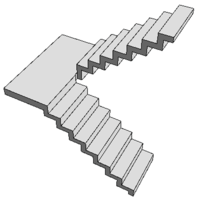
Г-ОБРАЗНАЯ С ПЛОЩАДКОЙ
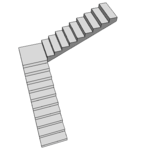
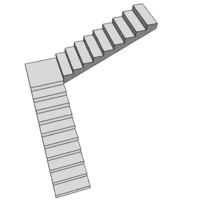
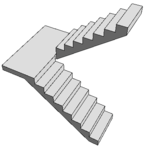
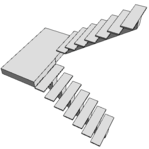
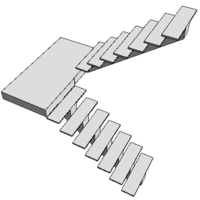
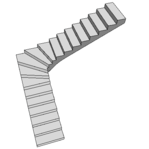
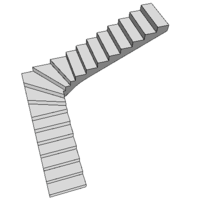
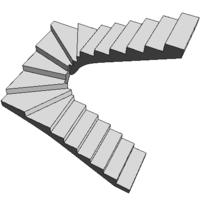
Г-ОБРАЗНАЯ С ЗАБЕЖНЫМИ СТУПЕНЯМИ
П-ОБРАЗНАЯ С ПЛОЩАДКОЙ
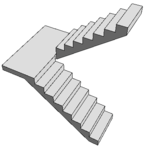
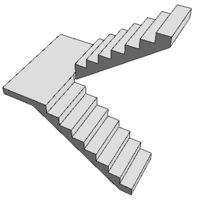
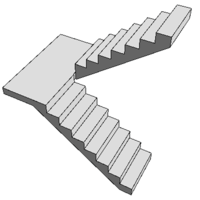
П-ОБРАЗНАЯ С ЗАБЕЖНЫМИ СТУПЕНЯМИ

ПОЛУВИНТОВАЯ
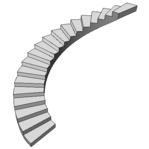
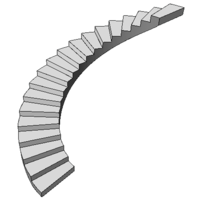
ВИНТОВАЯ
ИЗОГНУТАЯ
НАС СПРАШИВАЮТ - МЫ ОТВЕЧАЕМ
Что влияет на стоимость лестницы
Из каких материалов вы изготавливаете лестницы?
Можно ли заказать лестницу со скидкой?
Осуществляете ли вы консультации бесплатно?
Делаете ли вы проект лестницы? Его стоимость.
Можно ли, чтобы было дешевле, заказать лестницу без проекта?
Делаете ли вы лестницы по готовому проекту, выполненому не вами?
На каком этапе строительства можно изготавливать лестницу
Какая лестница является наиболее удобной?
Какой размер проема необходимо оставить в перекрытии для изготовления комфортной лестницы?
Что такое консольная лестница?
СТАВ
-ЛЕСТНИЦА
Телефоны для связи:
Мы в соцсетях
Почта для связи:









Важно!
Приглашаем к взаимовыгодному сотрудничеству: застройщиков коттеджных поселков и строительные организации, архитекторов и проектные бюро, дизайнеров, прорабов и строительные бригады.
Приглашаем к взаимовыгодному сотрудничеству: застройщиков коттеджных поселков и строительные организации, архитекторов и проектные бюро, дизайнеров, прорабов и строительные бригады.

СТАВ
-ЛЕСТНИЦА
- ЛЕСТНИЦА
Мы в соцсетях
КОНТАКТЫ


Важно!
Приглашаем к взаимовыгодному сотрудничеству: застройщиков коттеджных поселков и строительные организации, архитекторов и проектные бюро, дизайнеров, прорабов и строительные бригады.
Приглашаем к взаимовыгодному сотрудничеству: застройщиков коттеджных поселков и строительные организации, архитекторов и проектные бюро, дизайнеров, прорабов и строительные бригады.
ПРЕДУПРЕЖДЕНИЕ
Вы переходите по ссылке на соцсеть Facebook компании Meta*
*запрещённая организация на территории Российской Федерации
Став.Лестница не несет ответственности
за ваши действия
*запрещённая организация на территории Российской Федерации
Став.Лестница не несет ответственности
за ваши действия
ПРЕДУПРЕЖДЕНИЕ
Вы переходите по ссылке на соцсеть Instagram компании Meta*
*запрещённая организация на территории Российской Федерации
Став.Лестница не несет ответственности
за ваши действия
*запрещённая организация на территории Российской Федерации
Став.Лестница не несет ответственности
за ваши действия
ПРЕДУПРЕЖДЕНИЕ
Вы переходите по ссылке на соцсеть Facebook компании Meta*
*запрещённая организация на территории Российской Федерации
Став.Лестница не несет ответственности
за ваши действия
*запрещённая организация на территории Российской Федерации
Став.Лестница не несет ответственности
за ваши действия
ПРЕДУПРЕЖДЕНИЕ
Вы переходите по ссылке на соцсеть Instagram компании Meta*
*запрещённая организация на территории Российской Федерации
Став.Лестница не несет ответственности
за ваши действия
*запрещённая организация на территории Российской Федерации
Став.Лестница не несет ответственности
за ваши действия